S2
Ce cours " Calcul et conception de machines" fait partie des modules aux choix en master 1 fabrication mécanique. Il permet à l’étudiant d’avoir une conception précise de la structure d’une machine, de la composition des ensembles, des règles de la conception et des calculs de dimensionnement.
Ce cours permet à l’étudiant:
- d’utiliser
les notions de dimensionnement des éléments machines acquises
- d’analyser un ensemble ou un organe, le concevoir ou le modifier,
- d’utiliser et respecter toute la normalisation (normes),
- de prendre connaissance avec un cahier de
charges
 La
gestion de la production consiste à planifier, coordonner et contrôler la
conversion efficace des ressources (matières premières, main-d'œuvre et
capital) en produits finis. Elle vise à optimiser les processus de production
afin de réduire les coûts, garantir la qualité et respecter les délais,
notamment dans les environnements de production. Ses fonctions clés comprennent
la planification, la gestion des stocks, l'assurance qualité et la maintenance.
La
gestion de la production consiste à planifier, coordonner et contrôler la
conversion efficace des ressources (matières premières, main-d'œuvre et
capital) en produits finis. Elle vise à optimiser les processus de production
afin de réduire les coûts, garantir la qualité et respecter les délais,
notamment dans les environnements de production. Ses fonctions clés comprennent
la planification, la gestion des stocks, l'assurance qualité et la maintenance.
Objectifs : Les principaux objectifs sont de maximiser la productivité, de minimiser les déchets, d'optimiser l'utilisation des ressources et de livrer des produits de haute qualité dans les délais impartis.
Amélioration continue : Des techniques telles que la production au plus juste (lean manufacturing) sont appliquées pour identifier les points faibles et éliminer les inefficacités, renforçant ainsi la compétitivité.
Gestion de la qualité : Garantir la conformité des produits aux normes de qualité prédéfinies.
Gestion des ressources : Coordonner efficacement la main-d’œuvre, les matières premières et les machines.
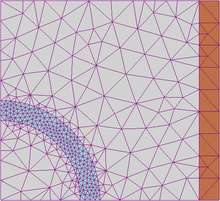
Résumé : Les modèles mathématiques des sciences et des techniques se présentent très souvent sous forme de systèmes d’équations différentielles qui lient des fonctions inconnues à leurs dérivées partielles. Des conditions initiales et des conditions aux limites sont en général requises pour compléter le modèle.
La méthode des éléments finis consiste à remplacer un problème continu par un problème discret équivalent. La discrétisation se fait sur deux fronts. D’une part, le domaine est basé sur la subdivision du domaine continu en sous-domaine de forme géométrique simple, d’autre part, les équations aux dérivées partielles sont remplacées par des équations algébriques à l’aide de calcul variationnel ou des méthodes de minimisation de l’erreur comme les méthodes des résidus pondérés.S 02 [Mai 2020--- février / 2021]
ELEMENTS DE SOLUTION COURS TD & TP
Eléments des Machines-outils
Offre de formation
MASTER ACADEMIQUE
Master Fabrication Mécanique et Productique [SEMESTRE 2]
2019 – 2020 / 2020 – 2021


TP 1 Rappel sur la cotation
TP 2 Rappel sur l’utilisation de différents outils de mesure
TP 3 Etalonnage des appareils de mesure et de contrôle des longueurs
TP 4 : Contrôle des inclinaisons, des angles et des cônes
TP 5 : Contrôle des tolérances de forme géométriques
Références :
1. C. Bindi, Un roman sur mesure - conception et mise en place de la fonction métrologie, Editions : AFNOR, 2004.
2. C. Bindi, Dictionnaire pratique de la métrologie - Mesure, essai et calculs d'incertitudes, Editions : AFNOR, 2006.
3. Ammar Grous, Métrologie appliquée aux sciences et technologies - Volume 1.Incertitudes et GPS. Editeur(s) : Hermès - Lavoisier, Collection : Capteurs et instrumentation, 2009.
4. Christiane Joffin, Françoise Lafont, Élisabeth Mathieu, Le Guide de métrologie pour les laboratoires, Lexitis Editions, 2015.
5. Jérôme Meyrand, Guide pratique de la métrologie à l’atelier, Lexitis Editions, 2011.
6. Jérôme Meyrand, Guide pratique de la métrologie en entreprise, Lexitis Editions, 2011.
Une bonne machine devrait avoir une réponse appropriée identique dans toutes les directions de l’espace, ce qui n’est pas réalisable..Les travaux menés par Falcon et Jacquard à la fin du XVIIIe siècle ont montré qu’il était possible de commander les mouvements d’une machine à tisser de 1805 fut le premier équipement à être doté de cette technique .En 1947, à Traverse City dans l’État du Michigan, John Parsons fabrique pour le compte de l’US Air Force des pales d’hélicoptère par reproduction.
De nombreux essais d’enlèvement de copeaux à grande vitesse ont été conduits à partir des années 1950 sur la base de procédés balistiques : tir au canon ou au fusil de l’outil sur l’éprouvette ou inversement. Les résultats obtenus montraient une formation nouvelle du copeau et l’évolution favorable des efforts de coupe remettait en question le principe de cisaillement et donnait l’espoir d’améliorations considérables de productivité à condition d’obtenir la maîtrise des durées de vie des outils. Unefraiseuse prototype Cincinnati à brocheverticaleconçue pour exécuter des déplacements simultanéssuivant 3 axes, est officiellement présentée en septembre1952 dans le ServomechanismsLaboratory du MIT. En 1954 : Bendix acquiert le brevet de Parsons et fabrique la première CN industrielle.
Une fraise de diamètre 32 mm, 2 dents, usine un alliage d’aluminium aux conditions suivantes :
— profondeur de passe axiale ap = 25 mm ;
— profondeur de passe radiale ae = 1 mm ;
— avance à la dent = 0,25 mm.
Réalisons cette opération sur 2 machines différentes, l’une limitée à 5 000 tr · min-1, l’autre autorisant 20 000 tr · min-1 (vérifier que l’outil est construit pour supporter cette vitesse de rotation !) et10 m · min-1. L’outil se comporte sur les deux machines de manière pratiquement identique et nous constatons que nous sommes dans d’excellentes conditions de travail.
Des essais, datant de 1993, ont été repris pour une étude plus approfondie dans le cadre de l’Association AUTGV. Cette étude a permis d’obtenir des données complémentaires relatives :
— aux caractéristiques de l’outil optimal ;
— aux qualités, tolérances de forme et d’état de surface susceptibles d’être atteintes ;
— aux caractéristiques de la machine adaptée à l’opération et en particulier aux exigences de rigidité